東吉散熱器冷鍛散熱器 電子芯片冷鍛散熱器散熱器廠家定製加工

產品描述
冷鍛散熱器簡介
冷鍛是對型材再結晶溫度以下(一般指常溫)的成型加工.鍛造技術。冷鍛材料多為室溫下變形抗力小的材料.塑性好的鋁和部分合金.銅及部分合金,冷鍛可使型材在加工過程中產生冷硬化(應變硬化),可增加強度和硬度。
散熱器製造商大量使用冷鍛工藝.LED生產散熱器。
散熱器採用冷鍛技術進行綜合設計和生產,導熱效果好,有效保証及時導熱,達到最終的散熱效果。此外,冷鍛散熱器具有良好的機械性能.生產率高,材料利用率高,特別適合批量生產,從而降低生產成本。
冷鍛是對型材再結晶溫度以下(一般指常溫)的成型加工.鍛造技術。冷鍛材料多為室溫下變形抗力小的材料.塑性好的鋁和部分合金.銅及部分合金,冷鍛可使型材在加工過程中產生冷硬化(應變硬化),可增加強度和硬度。
散熱器製造商大量使用冷鍛工藝.LED散熱器的生產,我們hi它是一家早期使用冷鍛製造散熱器的製造商,積累了豐富的冷鍛工藝經驗。文軒熱能除了一般燈源散熱器的生產外,還儲備了製造大功率冷鍛散熱器的技術,解決了壓鑄微通道傳熱性差、機加微通道成本高的問題,並開始應用於高壓變頻器.在水冷方案中,如風電變流器、電機控制器等。
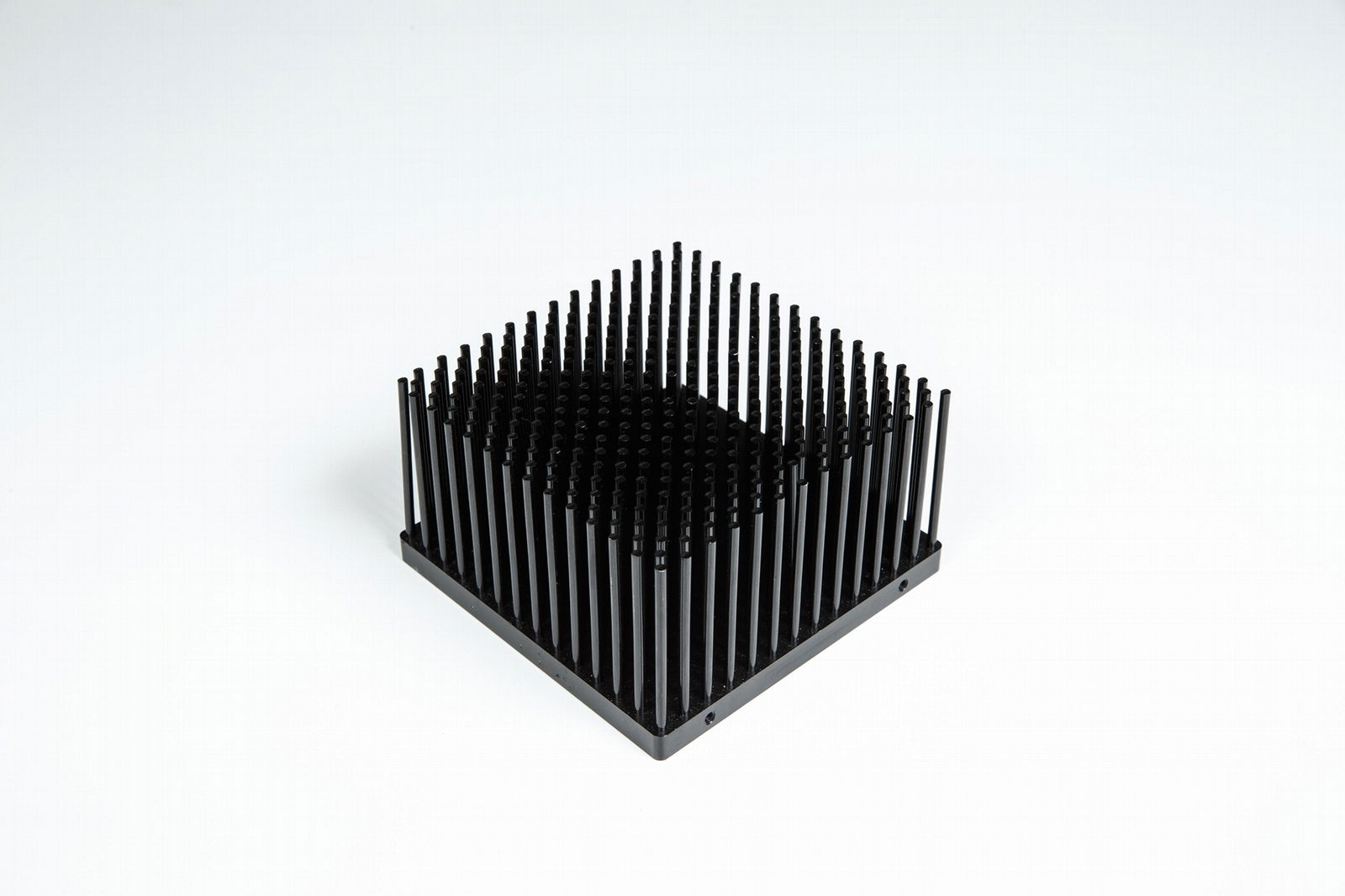
冷鍛散熱器是利用局部壓縮力產生鋁或銅散熱器的製造工藝。翅片陣列是通過沖針將原材料壓入模具中形成的。該工藝確保材料中沒有氣泡.氣孔或任何其他雜質,然後產生高質量的商品。
針翅散熱器常用的材料是AL1070和CU1100,是的,針翅散熱器不僅可以由鋁製成,還可以由銅製成。PioneerThermal也用於某些結構和市場的開發AL針翅散熱器由6063製成。
針翅散熱器一般用於LED.與擠壓散熱器相比,針翅散熱器具有更好的熱性能和更大的散熱面積。針翅散熱器的表面處理可以陽極氧化.電泳.噴塗.鍍鎳.抗氧化。
鑄造在室溫下(低於金屬再結晶溫度),形狀和尺寸精度高,內部密度好,強度高,表面光滑,加工工藝少,便於大規模生產。
1.熱傳導性強
冷鍛散熱器可採用純鋁AL1070.1050一體式擠壓成型。AL傳熱係數為22670W/m.k,合金鋁(6063)傳熱係數為180W/m.k,而普通壓鑄鋁(A380)傳熱係數僅為96W/m.k。傳熱係數越大,LED釋放熱量可以傳遞得更快,更有利於LED燈具的整體散熱。
2.多選材料
使用冷鍛散熱器模具AL鑄造1050系列材料也可以使用AL6063系列材料鑄造,兩種材料可以同時使用一套模具,從而增加客戶的選擇,以滿足不同的需求!
三、散熱結構好
冷鍛散熱器基板(底板)與鰭片一體成型,之間無間隙。基板的熱量可以不隔離地傳遞到散熱鰭片上。汽車鋁零件和纖維焊接零件,通過汽車加工鉚接或纖維焊接工鉚接或纖維焊接在一起,之間必須有間隙;產生間接熱阻,同時使用燈具,也會導致間隙和增加,會增加熱阻,不利於熱傳導。
4.產品結構異常
底板上下可通過冷鍛工藝產生異性結構,兩側也可沖壓成特殊形狀
5.散熱面積大
冷鍛散熱器散熱片薄厚,可達0.7MM,間距能做到1MM,薄而多的散熱片,大大增加了與空氣的接觸面積,更有利於空氣對流散熱。
6.鰭片多樣化
冷鍛工藝可以滿足圓柱形等各種形狀的鰭.塊狀.立柱.六邊柱等形狀
7.大尺寸散熱器
冷鍛工藝和3000噸以上常壓設備可一次成型2600噸*尺寸超過260,
8.高長徑比
冷鍛散熱器長徑比在1:50以上,擠出一般在1:25以上
九、多方向出入風
冷鍛散熱器的進氣方向是三維進氣。一般來說,擠出是二維進氣,以便更好地適應環境,獲得更好的散熱效果。
10.結構異性化
冷鍛散熱器採用模具鑄造,可在模具上進行異性加工,保証基板背面出現異性結構,更好地與加熱元件結合!
11.體型小,重量輕
與鑄件、汽車鋁件和纖維焊件相比,純鋁冷鍛散熱器具有上述優點,可用於更大功率燈的散熱(如傳統的5W同體積外形的純鋁鑄造散熱器可達7W)。因此,使用純鋁冷鍛散熱器會縮小LED燈具的重量和體積降低了燈柱等外觀的要求,降低了整體成本,師貨更具競爭優勢!
12.外觀精緻
散熱器由鋁製成,表面可陽極處理,光滑明亮,也可根據客戶需要噴灑不同顏色的陽極噴砂(銀、白.黑色等。壓鑄鋁表面粗糙,需要噴塗,不利於散熱。
13.工藝特點
高傳導性.高散熱性外,高精度進口CNC加工中心充分保証了高精度、更持久的尺寸.質量穩定.表面易於處理。根據測量,純鋁冷鍛的散熱性能是同類壓鑄產品的兩倍.目前大功率是同類型鋁型材車制產品的兩倍LED照明設備散熱 解決方案。
沖壓是對薄板的冷擠壓加工,
冷鍛是材料再結晶溫度以內的成型加工,
熱鍛是材料再結晶溫度以上的成型加工,
壓鑄和注塑相比,液化金屬在模具中冷卻成型
鋁擠壓是將液體金屬通過金屬模具分離擠壓而成的
由於工況極端,模具的使用壽命與設計中使用的材料有關。
對於尺寸精度,于設計要求。一般來說,鋁擠壓高,壓鑄和冷鍛也高。

付款方式︰ DP
產品圖片